为了减少?’,淬火后刃进行—70℃x 2小时低温处理,
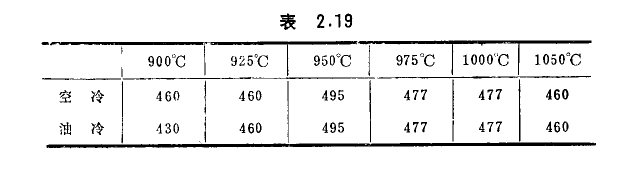
是把?”减至最少的方法(参阅2l 9节)。淬火硬度和温度的
关系如表2.19所列。超过9500c则vi增加而硬度下降。
可仰性试验有校服A Ms 5628B把1英寸厚试样加热至
977—988:c保温畅扑钟以上油冷使硬度达HRc>40的标准。
(4)回人
要避免在400一565。c间回火,在此温度回火会使冲击值
和励蚀性变讯所以H5规定在630一700、快冷。
回火需在淬火后立即进行。因为淬火件在放置时会出现
裂纹。宜用油冷。第二类回火脆性大时,即使用油冷也会产
生脆性。
在朋3“C囚火,HB为245‘
230—260。